
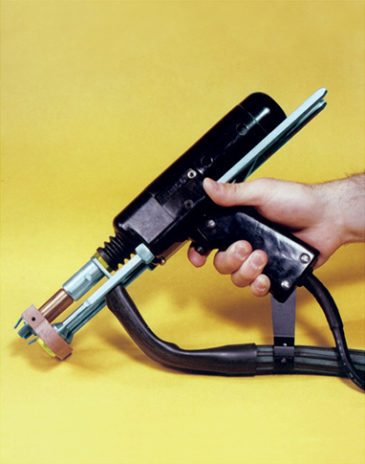
TuffStudds Wear Protection System
Superb wear and abrasion protection for material handling plants and earth moving equipment.
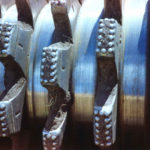
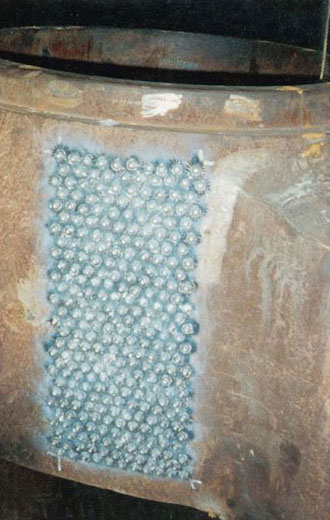
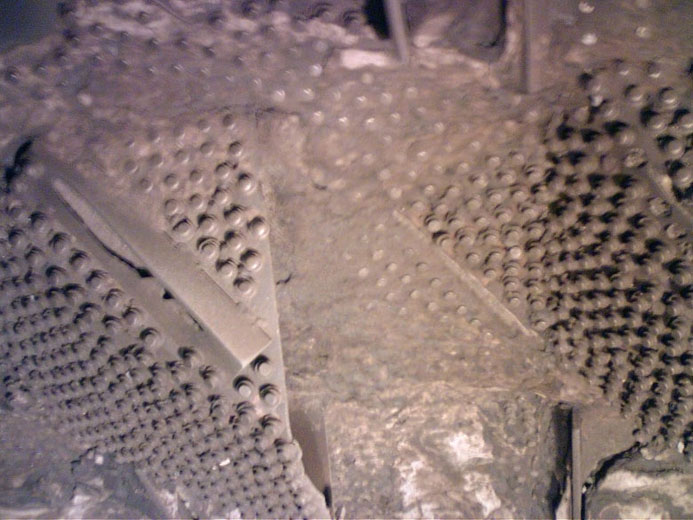
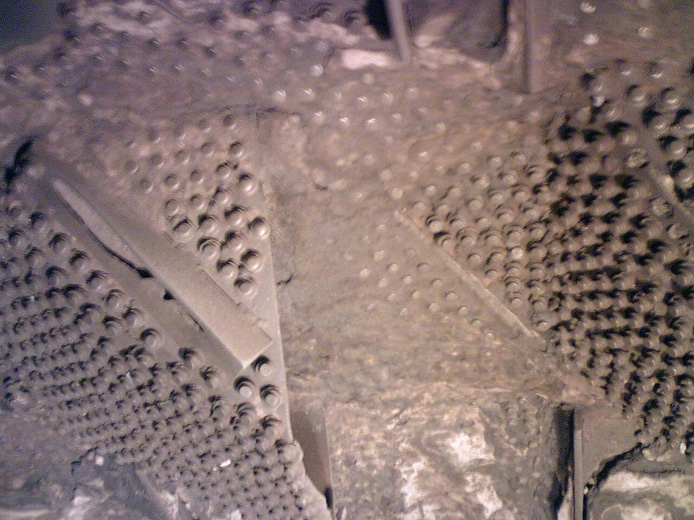
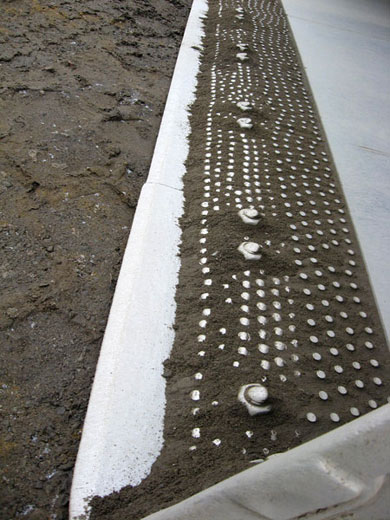
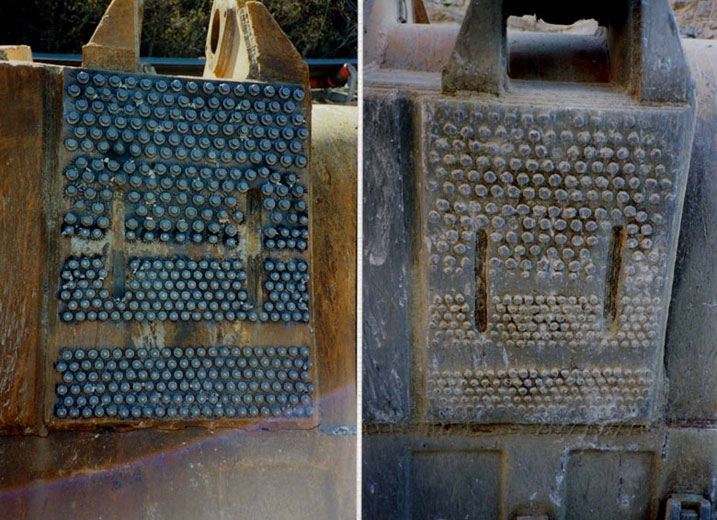
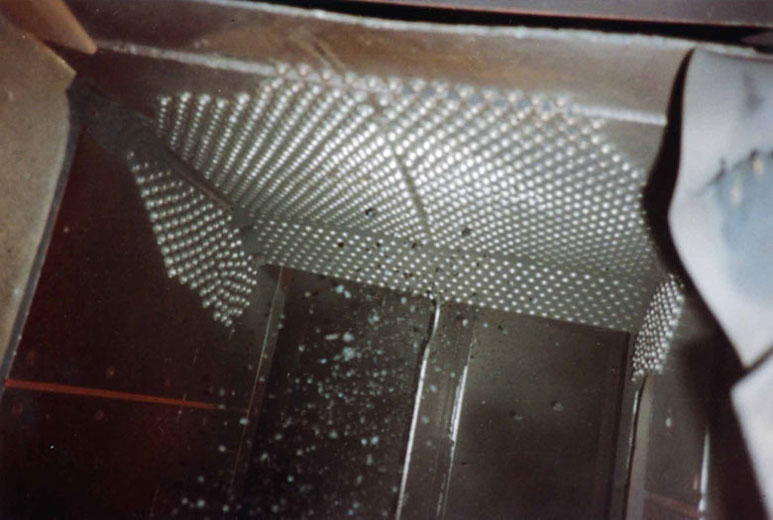
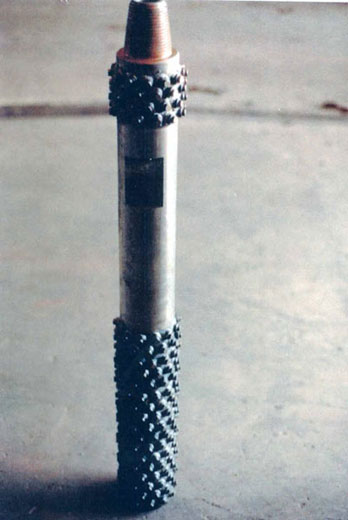
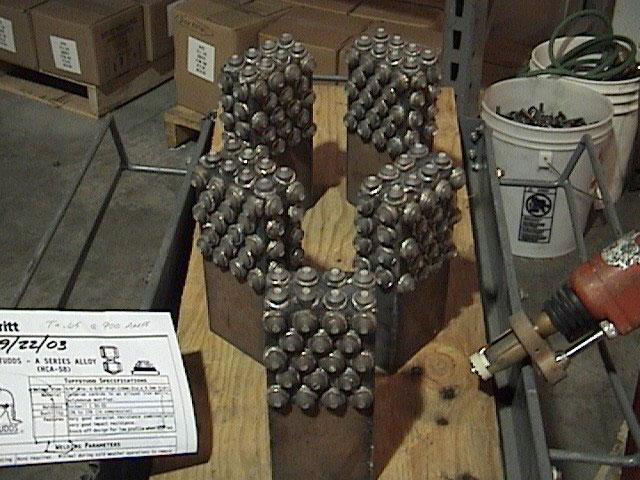
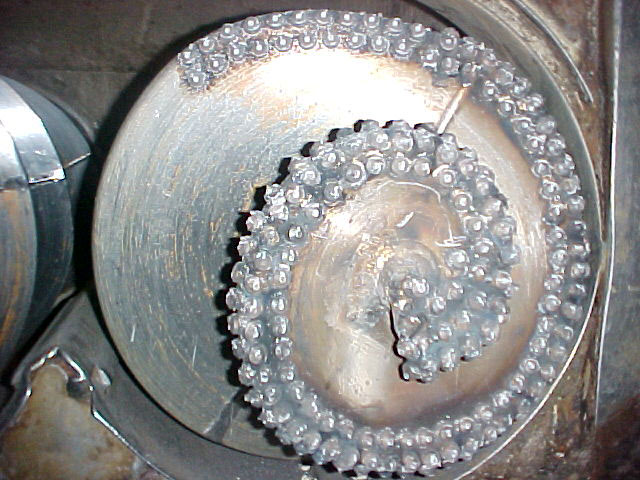
TuffStudds are chromium carbide-laden, wear-resistant alloy studs that are readily applied onto alloy castings or plate. The applied pattern becomes embedded with mineral debris, causing a dead bed effect over 70% of the area, which enhances wear protection.
TuffStudds reduces costs in many ways, including less downtime, reduced labor for maintenance and lower overall cost of component replacement.










 Aggregate Plants
Aggregate Plants
 Asphalt Equipment
Asphalt Equipment
 Asphalt Plants
Asphalt Plants
 Loader Buckets
Loader Buckets
 Misc. Equipment
Misc. Equipment
 Rock Saws
Rock Saws
 Waste Handling
Waste Handling
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}